
 中文(繁體字)
中文(繁體字) English (international)
English (international)
To get the best results from your metal cutting bandsaw, you need to match the blade to the cutting task. Blade material can be important, but the most significant feature of a metal cutting bandsaw blade is the pitch of the blade, which is measured in teeth per inch (TPI). The ideal number of teeth per inch is proportional to the thickness and type of material you are cutting.
文章綱要
TPI, Tooth Set & Blade Material
Here we will focus on TPI, but also give an overview of the significance of tooth set and blade material, which also have a significant impact on quality and speed of cut. Once you have a basic understanding of these features of metal cutting bandsaw blades it will be easier to go to a blade manufacturer and identify the best blade for your job.
Why TPI is Important
You need to minimize vibration when using a metal cutting bandsaw. Most vibration is caused by the teeth of the blade striking the material being cut. If the gap between teeth of the blade is greater than the thickness of the metal you are cutting then the blade teeth will hit the metal one at a time without continuous contact to spread the shock of impact.
The constant ‘hammering’ of individual teeth on the metal stock edge causes vibration, which increases tooth wear and chipping. This leads to very poor finishing, makes a lot of noise and can damage your metal cutting bandsaw. If you are trying to cut rapidly and have teeth that are too large, this will make the problem worse.
It should never be possible to fit the material being cut between the blades of the bandsaw. At even moderate cutting speeds this will damage the blade teeth as well as the material you are cutting. The minimum tpi will always be enough to ensure more than one tooth is in contact at any time.
If you always have a very large number of teeth in contact with the material you are cutting on your metal cutting bandsaw this reduces the cutting efficiency and can cause overheating. The maximum tpi is a balance between cutting efficiency, speed of cut and minimizing vibration.
TPI for Cutting Solid Materials
The following table gives a general guide on matching tpi to material thickness for optimum cutting with minimal vibration. This table is for solid materials, it gets more complicated when cutting hollow tubes or profiles like i-section beams.
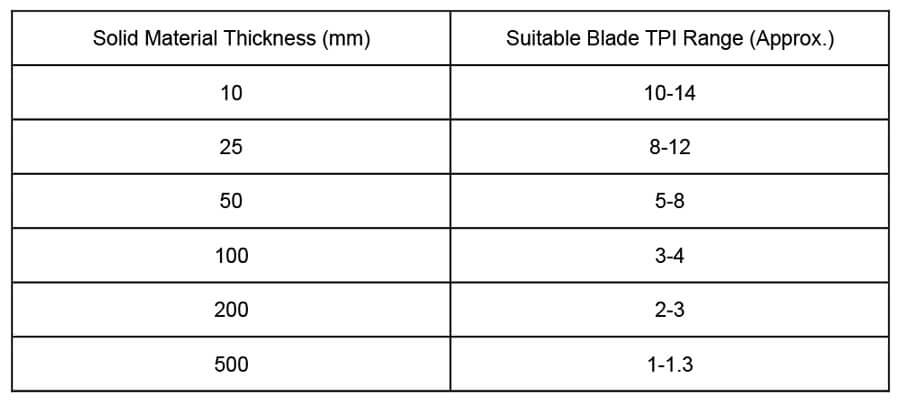
You can see that the ideal tpi reduces by about half as the material thickness doubles, the tpi value is inversely proportional to the thickness of the material you are cutting with your metal cutting bandsaw.
TPI for Cutting Tubes & Profiles
For tubes and profiles you need to consider the maximum diameter as well as the material thickness. Both have an impact on tpi selection, but material thickness is the most important measurement for thin-wall tube and profiles, and diameter for thicker materials.
Approximate TPI for different diameter profiles with wall thickness up to 100mm
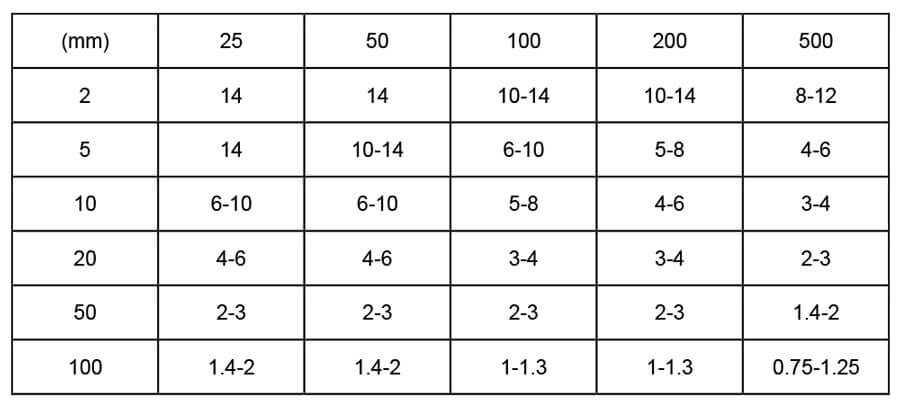
You can see from the table that with small diameters the recommended tpi is similar to solid materials. This is because part way through the cut the blade will be meeting the thin-walled edge head-on, and for thin materials this still requires a fine cut to avoid vibration and damage. With bigger profiles, the strength of the profile reduces this problem and fewer teeth are required for a smooth cut.
Metal Cutting Bandsaw Tooth Set
The next most important feature of your metal cutting bandsaw blade is the set of the cutting teeth. Tooth set describes how the teeth are offset from the center of the blade. This determines the width of the cut and has an impact on raking effect (for removal of chips and kerf), smoothness of cut, and blade binding.
Types of Tooth Set
Teeth can be offset to either side of the blade to varying degrees. Some blades alternate left and right offsets of a fixed amount, or may have a sequence of left, right, and central teeth, with gaps which can improve the raking effect for clearing the cutting groove. A simple left / right straight sequence is used for rapid material removal when finish is less important.
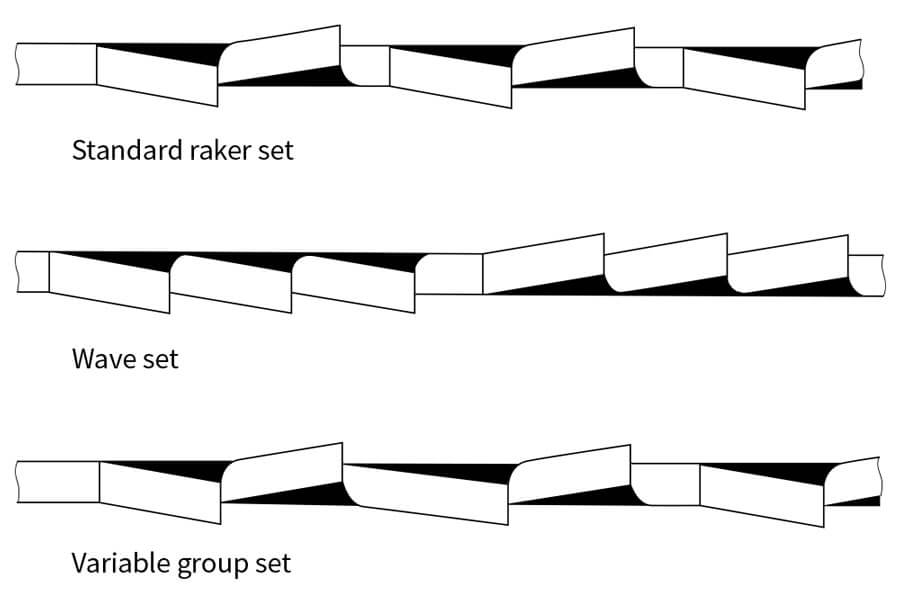
Variable offsets are also common. This is where a number of teeth in a sequence are offset to the left, with the offset gradually increasing and decreasing before a sequence of teeth are offset to the right. This gives the blade edge a ‘wavy’ look, and is commonly used to reduce ‘chatter’ when cutting thin materials, profiles and tubes.
Straight cut blades with small offsets can be used to make very fine, narrow cuts, but have a higher risk of binding than blades with larger offsets, so setting up appropriate cooling, speed and feed rate is especially important with straight cut blades.
Blade Material Selection
Blades can be made of mild steel, alloyed steels or bi-metals depending on the application. When cutting harder materials a heat-resistant high-strength blade is required, but for softer materials a basic mild steel blade may be the best option as it will cut more gently.
Bi-metal blades usually offer the best all-round characteristics for strength and durability, but are sensitive to overheating, so you need to ensure that your metal cutting bandsaw is providing sufficient cooling if you are using bi-metal blades.
Because of the wide range of blade materials and combinations available, the best way to choose a blade material is through a manufacturer catalog or by discussing it with a blade manufacturer.
Other Considerations
Metal cutting bandsaw blades have other features to consider, but TPI has the most impact on quality of cut. Teeth come in different profiles that may be more or less suited to cutting single items or bundles, and the you will find that teeth designed for cutting harder materials will have a different profile to teeth designed for softer materials.
A Guide to Metal Cutting Bandsaw Blades
The following terminology is used to describe metal cutting bandsaw blades and is helpful in understanding which part of the blade is which, and what it does.
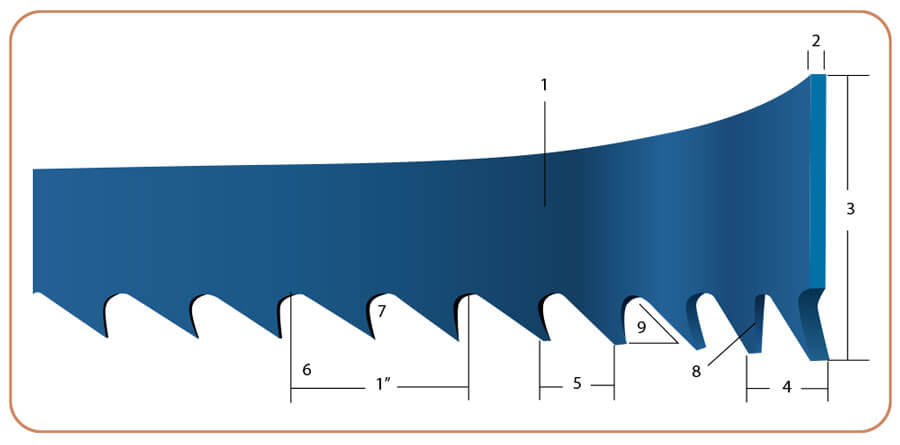
- Back: the back of the blade, the part that doesn’t have teeth
- Where the blade thickness is measured
- Width / Height: the total distance from the tip of the tooth to the back of the band
- Set: how far the blade is offset from left or right or center. This provides clearance for the back of the blade to move through the kerf, or groove being cut.
- Tooth Pitch: the distance between the tips of each tooth
- How Teeth Per Inch (TPI) is measured
- Gullet: the curved area between teeth, the depth of this is measured from the tip of the tooth to the lowest point in the gullet
- Tooth Face: this is the cutting face of the tooth
- Rake Angle: the angle of the face of the tooth as measured against a line at right angles to the cutting direction of the blade
Rong Fu Metal Cutting Bandsaws
We are a well established metal cutting bandsaw manufacturer with over 40 years experience of manufacturing and supplying OEM equipment to bandsaw retailers worldwide.
- 40 Years Experience in Metal Cutting Bandsaw Manufacture
- In-House Design, Manufacture, Quality Control & Product Support
- Global Quality Certifications, Pre-Shipment Calibration & Testing
Rong Fu is a vertically integrated ISO9001 compliant company, and we control all elements of metal cutting bandsaw manufacture from initial designs through production, quality control and customer service and support.





